Броня для «Иосифа Сталина». Расцвет советского тяжелого танкостроения
Война, как известно, лучший двигатель прогресса. Танковая промышленность Советского Союза всего за несколько военных лет совершила головокружительный качественный рывок. Настоящим венцом этого стали танки серии ИС.

ИС-2 направляются на Красную Площадь. Источник: waralbum.ru
В предыдущей части истории шла речь о литой высокотвердой броне 70Л, применяемой для башен танков ИС. У разработчиков брони из ЦНИИ-48 это был далеко не первый опыт создания защиты для тяжёлых танков.
До Курской дуги, ставшей катализатором развития отечественного тяжелого танкостроения, главным объектом модернизации был танк КВ. Первоначально все работы были направлены на снижение доли дефицитных легирующих добавок в составе брони. Даже название в ЦНИИ-48 придумали соответствующее – экономнолегированная сталь. Первоначальная броня марки ФД-7954, с которой танк КВ вошел в Великую Отечественную войну, содержала по техническим требованиям до 0,45% молибдена, 2,7% никеля и хрома.
Уже к концу 1941 года группа исследователей под руководством Андрея Сергеевича Завьялова в «Броневом институте» создали рецептуру стали ФД-6633 или 49С, в которой молибдена требовалось не более 0,3%, хрома – до 2,3%, а никеля – до 1,5%. Учитывая, что танков серии КВ с о второго полугодия 1941 года до 1943 года было собрано около 4 тысяч экземпляров, можно представить объем реальной экономии легирующих металлов.

КВ-1 на британском полигоне в Бовингтоне. Источник: waralbum.ru
Секрет успеха металлургов кроется в исследовании параметров формирования волокнистого излома брони – основного параметра снарядостойкости. Оказалось, можно обойтись без существенной доли легирующих элементов, просто изменив скорость охлаждения брони при закалке. Но это на словах все просто – сколько предварительных опытов и плавок пришлось делать металлургам, рассказать смогут только засекреченные сейчас архивы.
На Магнитогорском металлургическом комбинате в 1941 году были получены первые опытные образцы стали 49С, которые не уступали традиционной «довоенной» броне. В частности, обстрелы 76-мм пушкой показали полное соответствие тактическим требованиям к танку. И с 1942 года на серию КВ шла броня только с именем 49С. Стоит помнить, расход хрома, молибдена и никеля при этом серьезно снизились.
На этом поиски новых рецептур брони для тяжелой техники не закончились. В 1942 году была «сварена» сталь ГД-63-3, напрочь лишенная дефицитного хрома и никеля. В какой-то мере никель заменили марганцем – его доля увеличилась в три с лишним раза (до 1,43%). Опытные образцы новой брони были обстреляны. И они оказались вполне пригодны для массового использования в конструкции КВ. Но вот сами танки с броней средней твердости «Клим Ворошилов» уходили на покой. А место тяжелых машин занимали машины «Иосиф Сталин» с броней высокой твердости.
Если броню 70Л для башни ИС-2 можно было отливать, то с корпусными деталями танка такой фокус не проходил. Здесь инженеры сталкивались сразу с двумя проблемами – созданием высокотвердой брони большой толщины и необходимостью ее сваривать в готовый корпус.
О том, какие проблемы вызвала сварка брони Т-34 уже, наверное, известно всем интересующимся – высокая вероятность трещинообразования в области сварочных швов. ИС-2 не был исключением. И его корпус первоначально предполагалось варить из окончательно термически обработанных деталей.
Отдавая себе отчет, какие трудности и опасности принесет подобное технологическое решение в войсковой эксплуатации, специалисты ЦНИИ-48 изменили цикл производства танков. В итоге в 1943 году на Уральском заводе тяжелого машиностроения и челябинском заводе №200 корпуса ИС-2 решено было варить из броневых листов, прошедших после прокатки только высокий отпуск. То есть по факту корпус тяжелого танка собирали из «сырой» стали. Это серьезно снижало дефекты от сварки на высокотвердой катаной броне 51С.
Окончательную термообработку нагревом до закалки проводили уже на сваренном корпусе танка, предварительно укрепив его внутренними распорками. В печи корпус выдерживали в течение трех часов. А потом на специальных приспособлениях переносили в водяной закалочный бак и выдерживали в нем 15 минут. Причем температура воды в закалочном баке поднималась от 30 до 55°С. Температура поверхности корпуса после извлечения из воды составляла 100–150°С. И это еще не все.
После закалки корпус немедленно подвергали низкому отпуску в циркуляционной печи при температуре 280–320°С с выдержкой после достижения этой температуры в течение 10–12 часов. Аналогичным образом проводили низкий отпуск литых башен из брони 70Л. Интересно, что контроль трещинообразования в опытных корпусах ИС-2 длился в течение четырех месяцев, когда из ворот завода сходили первые серийные танки.
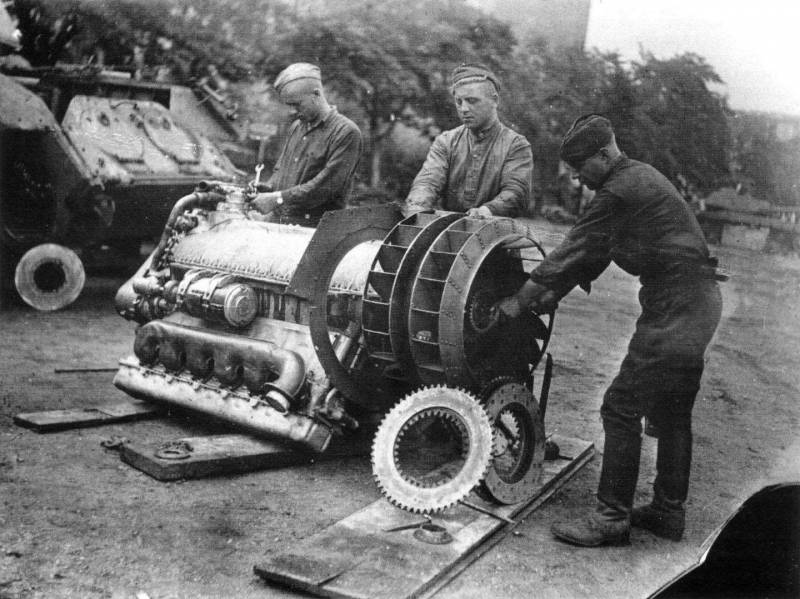
Ремонт мотора В-2 танка ИС-2 в полевых условиях. Источник: waralbum.ru
Что же из себя представляла катаная броня 51С, ставшая основной для ИС-2, ИСУ-122 и ИСУ-152? Это глубоко прокаливающаяся сталь для больших толщин брони, имеющая следующий химический состав (%):
С 0,18–0,24
Mn 0,70–1,0
Si 1,20–1,60
Cr 1,0–1,5
Ni 3,0–3,8
Mo 0,20–0,40
P ≤0,035
S ≤0,035.
В сравнении с литой броней 70Л в катаной стали 51С выше была доля молибдена и никеля, который гарантировал повышение прокаливаемости до 200 мм. Когда корпуса тяжелых танков обстреляли 88-мм снарядами, оказалось, что броня высокой твердости намного превосходит по стойкости своих предшественников средней твердости. Вопрос о постановке катаной брони 51С был решен незамедлительно.
Немаловажный вклад в успешность освоения броневого производства танков серии ИС внесла автоматическая сварка стали под слоем флюса. Поскольку перевести на такую сварку весь процесс изготовления танкового бронекорпуса на начало 1944 года было невозможно, то инженеры сосредоточились на автоматизации наиболее протяженных и механически нагруженных швов.
На челябинском заводе № 200 в процессе сборки корпуса тяжелого танка ИС-2 могло быть автоматизировано только 25% от всех сварных швов. К середине 1944 года в Танкограде удалось автоматизировать 18% из всех возможных 25% сварных швов. Общая протяженность сварных швов по корпусу тяжелого танка ИС-2 составляла 410 погонных метров, из которых 80 погонных метров осуществлялась методом автоматизированной сварки.
Такой результат привел к существенной экономии дефицитных ресурсов и электроэнергии. Удалось высвободить до 50 квалифицированных ручных сварщиков (их трудозатраты в количестве 15 400 человеко-часов) и сэкономить 48 000 киловатт-часов электроэнергии. Уменьшился расход электродов (порядка 20 000 кг, аустенитных – 6 000 кг), кислорода (на 1 440 кубометра).
Значительно сократилось и время проведения сварочных работ. К примеру, приварка днища и подбашенной коробки к бортам шестнадцатиметровым швом занимала в ручном режиме 9,5 человека-часов, а со сварочным автоматом всего 2. Аналогичный по длине шов, соединяющий днище с бортами корпуса танка в автоматическом режиме требовал 3 человека-часа (в ручном сразу 11,4). При этом высококвалифицированные сварщики могли быть заменены на автоматической сварке малоквалифицированными рабочими.


ИС-2 перед Парадом Победы и возле Рейхстага. Источник: waralbum.ru
Исследователь советской танковой промышленности, кандидат исторических наук Запарий Василий Владимирович из Института истории и археологии УрО РАН в одной из своих работ очень подробно описывает агрегаты автоматической сварки, используемой на Урале для бронекорпусного производства.
Самым распространенным был автомат типа «АСС» с головкой Буштедта. Всего на Уралмаше было восемь таких установок. Скорость подачи проволоки в данном автомате зависела от напряжения в дуге. Он требовал 5 агрегатов, в том числе 3 кинематических электромотора и 1 мотор-генератор.
К середине 1943 года под нужды тяжёлых танков ИС-2 сконструировали сварочный автомат «СА-1000». Или Сварочный автомат мощностью до 1000 А.
В целях освоения выпуска бронекорпусов для нового челябинского тяжелого танка ИС-3, инженерами завода в 1944 году был сконструирован аппарат «СГ-2000». Данная машина была рассчитана для работы с малоуглеродистыми сварочными проволоками повышенного диаметра (6–8 мм) и нашла свое применение в ходе изготовления башни ИС-3. Установка имела дозатор для введения в раздел шва специального состава (различные ферросплавы) с целью раскисления (восстановления) металла в нем. Всего на принципе саморегуляции сварочной дуги на УЗТМ к 1945 году было создано 9 автосварочных установок трех типов: «СА-1000», «СГ-2000», «САГ» («Сварочная автоматическая головка»).
Итогом всей истории с бронированием тяжелых танков ИС стала удивительно оперативная разработка рецептуры стали, превосходящей по своим тактическим свойствам немецкую броню. В ЦНИИ-48 получили прокаливаемую 120-мм сталь, толщину которой в случае необходимости можно было увеличить до 200 мм.
Это и стало основным фундаментом для разработки послевоенного семейства тяжелых советских танков.

ИС-2 направляются на Красную Площадь. Источник: waralbum.ru
Магнитогорские рецептуры
В предыдущей части истории шла речь о литой высокотвердой броне 70Л, применяемой для башен танков ИС. У разработчиков брони из ЦНИИ-48 это был далеко не первый опыт создания защиты для тяжёлых танков.
До Курской дуги, ставшей катализатором развития отечественного тяжелого танкостроения, главным объектом модернизации был танк КВ. Первоначально все работы были направлены на снижение доли дефицитных легирующих добавок в составе брони. Даже название в ЦНИИ-48 придумали соответствующее – экономнолегированная сталь. Первоначальная броня марки ФД-7954, с которой танк КВ вошел в Великую Отечественную войну, содержала по техническим требованиям до 0,45% молибдена, 2,7% никеля и хрома.
Уже к концу 1941 года группа исследователей под руководством Андрея Сергеевича Завьялова в «Броневом институте» создали рецептуру стали ФД-6633 или 49С, в которой молибдена требовалось не более 0,3%, хрома – до 2,3%, а никеля – до 1,5%. Учитывая, что танков серии КВ с о второго полугодия 1941 года до 1943 года было собрано около 4 тысяч экземпляров, можно представить объем реальной экономии легирующих металлов.

КВ-1 на британском полигоне в Бовингтоне. Источник: waralbum.ru
Секрет успеха
Секрет успеха металлургов кроется в исследовании параметров формирования волокнистого излома брони – основного параметра снарядостойкости. Оказалось, можно обойтись без существенной доли легирующих элементов, просто изменив скорость охлаждения брони при закалке. Но это на словах все просто – сколько предварительных опытов и плавок пришлось делать металлургам, рассказать смогут только засекреченные сейчас архивы.
На Магнитогорском металлургическом комбинате в 1941 году были получены первые опытные образцы стали 49С, которые не уступали традиционной «довоенной» броне. В частности, обстрелы 76-мм пушкой показали полное соответствие тактическим требованиям к танку. И с 1942 года на серию КВ шла броня только с именем 49С. Стоит помнить, расход хрома, молибдена и никеля при этом серьезно снизились.
На этом поиски новых рецептур брони для тяжелой техники не закончились. В 1942 году была «сварена» сталь ГД-63-3, напрочь лишенная дефицитного хрома и никеля. В какой-то мере никель заменили марганцем – его доля увеличилась в три с лишним раза (до 1,43%). Опытные образцы новой брони были обстреляны. И они оказались вполне пригодны для массового использования в конструкции КВ. Но вот сами танки с броней средней твердости «Клим Ворошилов» уходили на покой. А место тяжелых машин занимали машины «Иосиф Сталин» с броней высокой твердости.
Катаная броня 51С
Если броню 70Л для башни ИС-2 можно было отливать, то с корпусными деталями танка такой фокус не проходил. Здесь инженеры сталкивались сразу с двумя проблемами – созданием высокотвердой брони большой толщины и необходимостью ее сваривать в готовый корпус.
О том, какие проблемы вызвала сварка брони Т-34 уже, наверное, известно всем интересующимся – высокая вероятность трещинообразования в области сварочных швов. ИС-2 не был исключением. И его корпус первоначально предполагалось варить из окончательно термически обработанных деталей.
Отдавая себе отчет, какие трудности и опасности принесет подобное технологическое решение в войсковой эксплуатации, специалисты ЦНИИ-48 изменили цикл производства танков. В итоге в 1943 году на Уральском заводе тяжелого машиностроения и челябинском заводе №200 корпуса ИС-2 решено было варить из броневых листов, прошедших после прокатки только высокий отпуск. То есть по факту корпус тяжелого танка собирали из «сырой» стали. Это серьезно снижало дефекты от сварки на высокотвердой катаной броне 51С.
Окончательную термообработку нагревом до закалки проводили уже на сваренном корпусе танка, предварительно укрепив его внутренними распорками. В печи корпус выдерживали в течение трех часов. А потом на специальных приспособлениях переносили в водяной закалочный бак и выдерживали в нем 15 минут. Причем температура воды в закалочном баке поднималась от 30 до 55°С. Температура поверхности корпуса после извлечения из воды составляла 100–150°С. И это еще не все.
После закалки корпус немедленно подвергали низкому отпуску в циркуляционной печи при температуре 280–320°С с выдержкой после достижения этой температуры в течение 10–12 часов. Аналогичным образом проводили низкий отпуск литых башен из брони 70Л. Интересно, что контроль трещинообразования в опытных корпусах ИС-2 длился в течение четырех месяцев, когда из ворот завода сходили первые серийные танки.
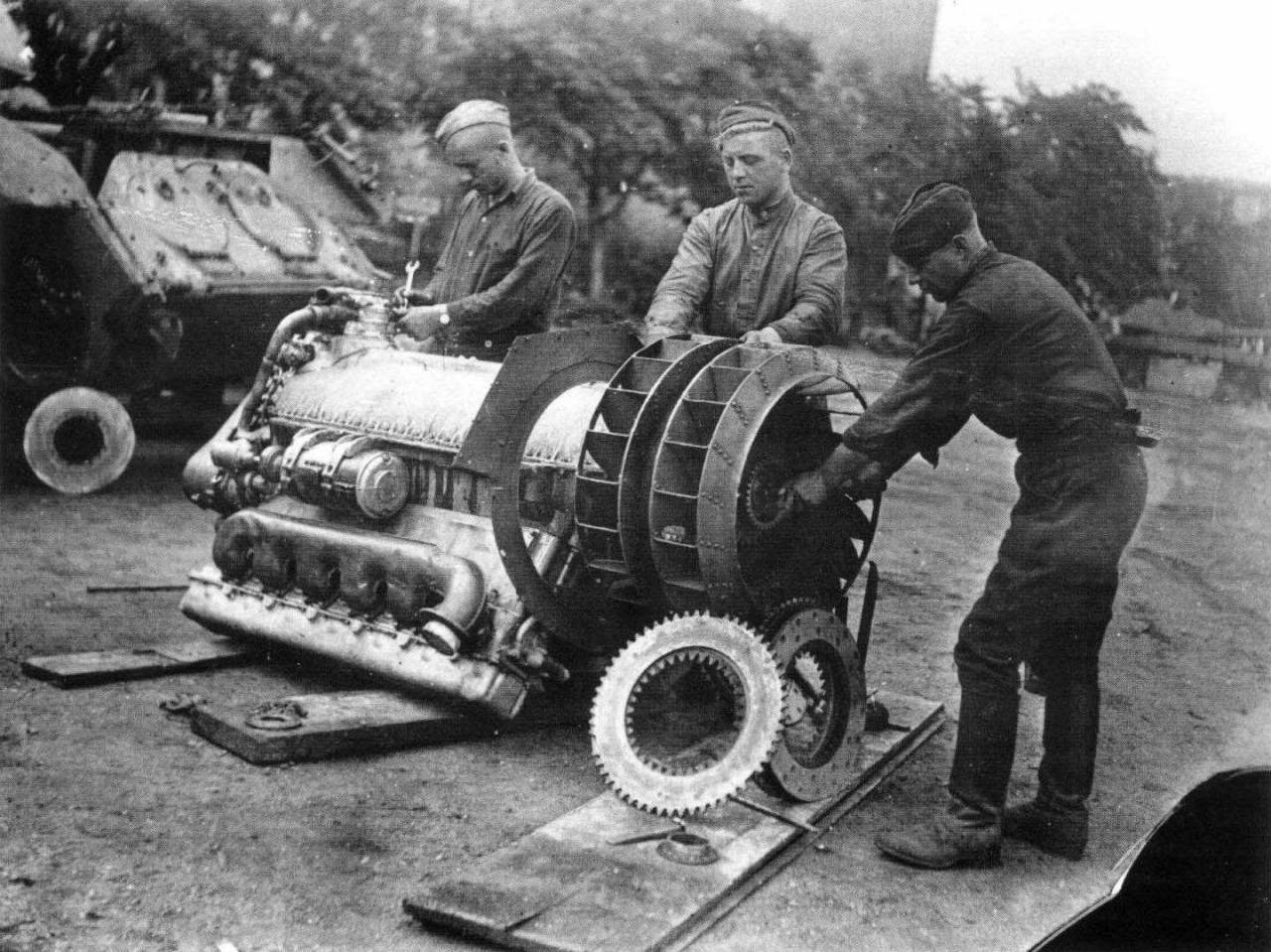
Ремонт мотора В-2 танка ИС-2 в полевых условиях. Источник: waralbum.ru
Химический состав
Что же из себя представляла катаная броня 51С, ставшая основной для ИС-2, ИСУ-122 и ИСУ-152? Это глубоко прокаливающаяся сталь для больших толщин брони, имеющая следующий химический состав (%):
С 0,18–0,24
Mn 0,70–1,0
Si 1,20–1,60
Cr 1,0–1,5
Ni 3,0–3,8
Mo 0,20–0,40
P ≤0,035
S ≤0,035.
В сравнении с литой броней 70Л в катаной стали 51С выше была доля молибдена и никеля, который гарантировал повышение прокаливаемости до 200 мм. Когда корпуса тяжелых танков обстреляли 88-мм снарядами, оказалось, что броня высокой твердости намного превосходит по стойкости своих предшественников средней твердости. Вопрос о постановке катаной брони 51С был решен незамедлительно.
«Умная» сварка
Немаловажный вклад в успешность освоения броневого производства танков серии ИС внесла автоматическая сварка стали под слоем флюса. Поскольку перевести на такую сварку весь процесс изготовления танкового бронекорпуса на начало 1944 года было невозможно, то инженеры сосредоточились на автоматизации наиболее протяженных и механически нагруженных швов.
На челябинском заводе № 200 в процессе сборки корпуса тяжелого танка ИС-2 могло быть автоматизировано только 25% от всех сварных швов. К середине 1944 года в Танкограде удалось автоматизировать 18% из всех возможных 25% сварных швов. Общая протяженность сварных швов по корпусу тяжелого танка ИС-2 составляла 410 погонных метров, из которых 80 погонных метров осуществлялась методом автоматизированной сварки.
Такой результат привел к существенной экономии дефицитных ресурсов и электроэнергии. Удалось высвободить до 50 квалифицированных ручных сварщиков (их трудозатраты в количестве 15 400 человеко-часов) и сэкономить 48 000 киловатт-часов электроэнергии. Уменьшился расход электродов (порядка 20 000 кг, аустенитных – 6 000 кг), кислорода (на 1 440 кубометра).
Значительно сократилось и время проведения сварочных работ. К примеру, приварка днища и подбашенной коробки к бортам шестнадцатиметровым швом занимала в ручном режиме 9,5 человека-часов, а со сварочным автоматом всего 2. Аналогичный по длине шов, соединяющий днище с бортами корпуса танка в автоматическом режиме требовал 3 человека-часа (в ручном сразу 11,4). При этом высококвалифицированные сварщики могли быть заменены на автоматической сварке малоквалифицированными рабочими.


ИС-2 перед Парадом Победы и возле Рейхстага. Источник: waralbum.ru
Уральские САГи
Исследователь советской танковой промышленности, кандидат исторических наук Запарий Василий Владимирович из Института истории и археологии УрО РАН в одной из своих работ очень подробно описывает агрегаты автоматической сварки, используемой на Урале для бронекорпусного производства.
Самым распространенным был автомат типа «АСС» с головкой Буштедта. Всего на Уралмаше было восемь таких установок. Скорость подачи проволоки в данном автомате зависела от напряжения в дуге. Он требовал 5 агрегатов, в том числе 3 кинематических электромотора и 1 мотор-генератор.
К середине 1943 года под нужды тяжёлых танков ИС-2 сконструировали сварочный автомат «СА-1000». Или Сварочный автомат мощностью до 1000 А.
В целях освоения выпуска бронекорпусов для нового челябинского тяжелого танка ИС-3, инженерами завода в 1944 году был сконструирован аппарат «СГ-2000». Данная машина была рассчитана для работы с малоуглеродистыми сварочными проволоками повышенного диаметра (6–8 мм) и нашла свое применение в ходе изготовления башни ИС-3. Установка имела дозатор для введения в раздел шва специального состава (различные ферросплавы) с целью раскисления (восстановления) металла в нем. Всего на принципе саморегуляции сварочной дуги на УЗТМ к 1945 году было создано 9 автосварочных установок трех типов: «СА-1000», «СГ-2000», «САГ» («Сварочная автоматическая головка»).
Краше немецкой брони
Итогом всей истории с бронированием тяжелых танков ИС стала удивительно оперативная разработка рецептуры стали, превосходящей по своим тактическим свойствам немецкую броню. В ЦНИИ-48 получили прокаливаемую 120-мм сталь, толщину которой в случае необходимости можно было увеличить до 200 мм.
Это и стало основным фундаментом для разработки послевоенного семейства тяжелых советских танков.
Информация