Метод Вологдина: высокочастотная закалка танковых узлов
С 30 часов до 27–37 секунд
Когда Валентин Петрович Вологдин поместил шейку коленчатого вала автомобильного двигателя внутрь индукционной катушки и пропустил через неё ток высокой частоты, произошедшее поразило даже скептиков. Металл раскалился до ярко-красного цвета за считанные секунды — не постепенно, не равномерно по всему объёму, а лишь на поверхности. После мгновенного охлаждения водой шейка коленвала покрылась твёрдой оболочкой, способной противостоять истиранию, ударам и усталостным нагрузкам, тогда как внутренность детали осталась вязкой и пластичной.
Перед учёными и инженерами предстал результат, который традиционная металлургия не могла воспроизвести ни за какие приемлемые сроки: то, что прежде требовало полутора суток непрерывного нагрева в специальных печах с контролируемой атмосферой, было совершено за мгновение. Это случилось в середине тридцатых годов в Ленинградском электротехническом институте, и именно с этого момента началась история технологии, которая спустя несколько лет станет одним из скрытых козырей советской оборонной промышленности в Великой Отечественной войне.

Архивных фотографий процесса высокочастотной закалки танковых узлов в годы Великой Отечественной войны в открытом доступе нет, поэтому будет довольствоваться современными иллюстрациями. На фото процесс индукционной закалки зубчатого венца
Валентин Петрович Вологдин родился 22 марта 1881 года в рабочем поселке при пермском металлургическом заводе, в семье смотрителя горных рудников. С детства его приучали к труду и знаниям, и эту школу внутренней дисциплины он сохранил на всю жизнь. Позднее Вологдин с благодарностью вспоминал годы учебы в Пермском реальном училище, которое окончил в 1900 году. Дальнейший путь вел его в Петербург, где уже жили старшие братья. Именно там, в стенах Технологического института, увлечение электротехникой постепенно превратилось в настоящее призвание, особенно после знакомства с трудами Александра Попова.
Студенческие годы были для него временем не только учебы, но и напряженной общественной жизни. За политическую активность Вологдин не раз подвергался преследованиям, бывал в ссылке и в тюрьме, поэтому завершить образование смог лишь в 1907 году. К этому времени он уже был не просто выпускником, а человеком с инженерным опытом: живя у брата Сергея, работавшего на Франко-русском заводе, он рано вошел в мир практической техники. После окончания института Вологдин возглавил испытательную станцию электрических машин и вскоре создал первые в России мощные радиогенераторы, способные заменить дорогостоящее иностранное оборудование. Его разработки служили на флоте, а позднее нашли применение и в авиации: в годы Первой мировой войны он создал генератор для знаменитого «Ильи Муромца».
Валентин Петрович Вологдин
После революции в разоренной Гражданской войной стране особенно остро ощущалась нехватка собственной научной и технической базы. В 1918 году Вологдина пригласили в Нижегородскую радиолабораторию — один из главных центров зарождавшейся советской радиотехники. Здесь, работая вместе с выдающимися учеными, он участвовал в создании нового оборудования, без которого невозможно было представить развитие связи. В кратчайшие сроки Вологдин спроектировал мощный электродвигатель для Ходынской радиостанции, обеспечившей дальнюю связь Советской России с Европой и Америкой. Не менее значительным достижением стали разработанные им ртутные выпрямители, ставшие важнейшим источником питания для радиостанций страны.
Но на этом круг его интересов не замкнулся. Когда техника связи шагнула вперед и на смену машинным генераторам пришли ламповые, Вологдин сумел увидеть новое направление применения высокой частоты — в металлургии. Его лаборатория одной из первых подошла к использованию токов высокой частоты для плавки металла, а затем и для его упрочнения. Так родилась новая область инженерной практики, связанная с поверхностной закалкой деталей.
В 1930-е годы эти методы получили широкое развитие. Были найдены способы закалки рельсов, валов и сложных металлических изделий, что имело огромное значение для промышленности. Постепенно технология индукционного нагрева вошла в машиностроение, автомобильное и тракторное производство, станкостроение.
Высокочастотная закалка, созданная Валентином Петровичем Вологдиным, выросла из тонкого физического явления, которое в учебниках называют скин-эффектом. Переменный ток высокой частоты распределяется в металле неравномерно: он не заполняет всё сечение проводника, а словно прижимается к его поверхности. Чем выше частота, тем тоньше этот слой. То, что для физика было законом, Вологдин сумел превратить в точный и мощный инструмент промышленности.
Когда через индуктор, охватывающий стальную деталь, пропускали ток высокой частоты, в поверхностном слое металла рождались вихревые токи. Именно они за считанные мгновения разогревали поверхность до температуры аустенитизации — приблизительно от 880 до 1050 градусов. Там, где обычная печь требовала долгого и неторопливого прогрева, высокочастотная установка действовала почти молниеносно. Глубина прогрева подчинялась частоте: чем она выше, тем тоньше слой. Это давало инженеру почти хирургическую точность — можно было заранее задать, насколько глубоко должна закалиться поверхность.
Затем наступал второй, не менее важный момент: нагрев прекращался, и раскалённую поверхность мгновенно охлаждали водой. Именно в эту долю времени металл менял своё внутреннее строение. Возникал мартенсит — твёрдая, напряжённая структура, придававшая детали высокую износостойкость. При этом закаливалась лишь наружная оболочка, а сердцевина сохраняла вязкость и способность воспринимать удар.
В 1936 году Вологдин получил авторское свидетельство на устройство для закалки коленчатых валов токами высокой частоты. За ним последовали новые решения: для длинных деталей, изделий с отверстиями, сложных форм, острых углов. Метод быстро выходил из лаборатории в цех. И вместе с этим открывалось его важнейшее преимущество: высокочастотная закалка позволяла обходиться без дорогих хромоникелевых и хромомолибденовых сталей. Там, где старая школа термической обработки опиралась на сложные и дефицитные сплавы, новый метод позволял работать с обычной углеродистой сталью.
Весной 1936 года метод получил официальную поддержку: приказом Наркомтяжпрома его предписали внедрять на ведущих предприятиях. На Кировском заводе в Ленинграде появился специальный цех, а вскоре высокочастотная закалка распространилась по десяткам оборонных и машиностроительных производств. Но подлинное историческое значение этой технологии раскрылось в войну.
Высокочастотники в Танкограде
Когда началась блокада Ленинграда, лаборатория Вологдина вместе с оборудованием была эвакуирована на Урал, в Челябинск, на Уральский Кировский завод — в сердце будущего Танкограда. Здесь, среди грохота военного производства, высокочастотная техника обрела свою самую суровую и самую убедительную проверку. К 1942 году цех высокочастотной закалки уже работал. Молодые рабочие, многие из которых ещё совсем недавно сидели за школьными партами, осваивали новую профессию среди установок, больше похожих на радиостанции, чем на привычные металлургические агрегаты.
Высокочастотная закалка резко сокращала время обработки деталей, уменьшала расход электроэнергии, освобождала производство от лишнего топлива и, главное, позволяла заменять дефицитные легированные стали обычными углеродистыми. Особенно красноречив был пример с гильзой цилиндра: её обработка сократилась с тридцати часов до тридцати семи секунд.
Для Танкограда, выпускавшего сотни тяжёлых и средних машин, такая технология была бесценна. Она работала не только на танкостроение: метод быстро пошёл в авиацию, автомобилестроение, артиллерию, судостроение. Закаливались валы, зубчатые колёса, опорные поверхности, стволы, казённики — всё то, что должно было выдерживать трение, нагрузку, удар и время. К 1943 году высокочастотную закалку освоили уже более ста предприятий по стране.
Статья в журнале «Техника – молодежи» 1943 года:
Эти молодые рабочие имеют специальность, не указанную ещё ни в одном профессиональном перечне, это — «высокочастотники». Кажется, что мы не в цехе, а на радиостанции. Те же лампы, те же катушки, конденсаторы, так же светятся голубым ртутным огнем выпрямители (газотроны). Все это приборы, знакомые нам по радиоприемнику, но только здесь они гораздо больших размеров и предназначены для других целей. Обычная радиолампа имеет 10-12 сантиметров в длину. 100-киловатные лампы, которых тут установлено три, по длине свыше метра. При работе подобной лампы выделяется столько тепла, что она бы расплавилась сразу, если бы ее не охлаждали проточной водой. 60—80 литров воды ежеминутно омывают каждую лампу и уносит от нее излишнее тепло. Перед нами щит управления: кнопки, маховики, сигнальные лампы, измерительные приборы. Не будем подробно останавливаться на управлении генератором. Это сравнительно сложное дело. Скажем только, что последовательным нажимом кнопок, одной за другой, мы включаем и выключаем высокочастотную установку почти такой же мощности, как самые большие радиостанции мира. Кроме этой крупнейшей установки, в цехе ВЧ имеется малая, мощностью в 60 киловатт.
Мы ознакомились с оборудованием цеха. Но кто же создал и освоил эту новейшую технику? Кто встал на посты к штурвалам щитков, к рукояткам станков? Цех молодой отрасли науки — высокочастотной электротермии — создан в основном руками молодежи. Пультовые операторы Вострякова, Тимофеева, Ануфриева, электрокалильщики Золотницкий, Жак, Куликов, слесари и электромонтеры Леонтьев, Дубята, Мищенко, Шабра — все они пришли в цех со школьной скамьи, и все они выросли и возмужали вместе с цехом. Их именами открывается список работников, имеющих специальность, не записанную еще ни в один из профессиональных перечней. Это — высокочастотник. Молодой коллектив цеха высокой частоты уверенно борется за разрешение все новых задач, выдвигаемых производством.
Металлургия имеет много разнообразных способов для получения твердых поверхностей у деталей машин, но все превосходит высокочастотная закалка. Время нагрева при ней так кратко, и поверхностный слой, подвергающийся закалке, так тонок, что деталь не деформируется и не коробится, а поверхность ее остается чистой, без всякого следа окалины. А это значит, что детали заранее могут быть приданы точные окончательные размеры. Резко уменьшается брак, и отпадает необходимость в огромном количестве специальных станков, инструментов и рабочих рук, занятых окончательной доводкой изделий. Вот что даёт заводу перевод одной детали с обработки способом цементирования на высокочастотную закалку. Раньше деталь изготавливалась из дефицитной хромоникелевой стали. Теперь перешли на простую углеродистую сталь. Это экономит свыше 4 тысяч килограммов стали на каждую машину. Производительность сталеплавильных печей, занятых выплавкой стали для этой детали, повысилась в полтора раза. Раньше на обработку одной детали расходовалось 57 киловатт-часов электроэнергии, теперь — только 2,3 киловатт-часа. Это дает экономию электроэнергии в 14 раз. На каждую машину расходуется на 100 килограммов меньше мазута, только на этой детали годовая экономия выражается в сумме 4 миллионов рублей. Производственный цикл по обработке другой детали — гильзы цилиндра — раньше длился 30 часов, теперь — 37 секунд. Сократился в 12 600 раз!
Мы ознакомились с оборудованием цеха. Но кто же создал и освоил эту новейшую технику? Кто встал на посты к штурвалам щитков, к рукояткам станков? Цех молодой отрасли науки — высокочастотной электротермии — создан в основном руками молодежи. Пультовые операторы Вострякова, Тимофеева, Ануфриева, электрокалильщики Золотницкий, Жак, Куликов, слесари и электромонтеры Леонтьев, Дубята, Мищенко, Шабра — все они пришли в цех со школьной скамьи, и все они выросли и возмужали вместе с цехом. Их именами открывается список работников, имеющих специальность, не записанную еще ни в один из профессиональных перечней. Это — высокочастотник. Молодой коллектив цеха высокой частоты уверенно борется за разрешение все новых задач, выдвигаемых производством.
Металлургия имеет много разнообразных способов для получения твердых поверхностей у деталей машин, но все превосходит высокочастотная закалка. Время нагрева при ней так кратко, и поверхностный слой, подвергающийся закалке, так тонок, что деталь не деформируется и не коробится, а поверхность ее остается чистой, без всякого следа окалины. А это значит, что детали заранее могут быть приданы точные окончательные размеры. Резко уменьшается брак, и отпадает необходимость в огромном количестве специальных станков, инструментов и рабочих рук, занятых окончательной доводкой изделий. Вот что даёт заводу перевод одной детали с обработки способом цементирования на высокочастотную закалку. Раньше деталь изготавливалась из дефицитной хромоникелевой стали. Теперь перешли на простую углеродистую сталь. Это экономит свыше 4 тысяч килограммов стали на каждую машину. Производительность сталеплавильных печей, занятых выплавкой стали для этой детали, повысилась в полтора раза. Раньше на обработку одной детали расходовалось 57 киловатт-часов электроэнергии, теперь — только 2,3 киловатт-часа. Это дает экономию электроэнергии в 14 раз. На каждую машину расходуется на 100 килограммов меньше мазута, только на этой детали годовая экономия выражается в сумме 4 миллионов рублей. Производственный цикл по обработке другой детали — гильзы цилиндра — раньше длился 30 часов, теперь — 37 секунд. Сократился в 12 600 раз!
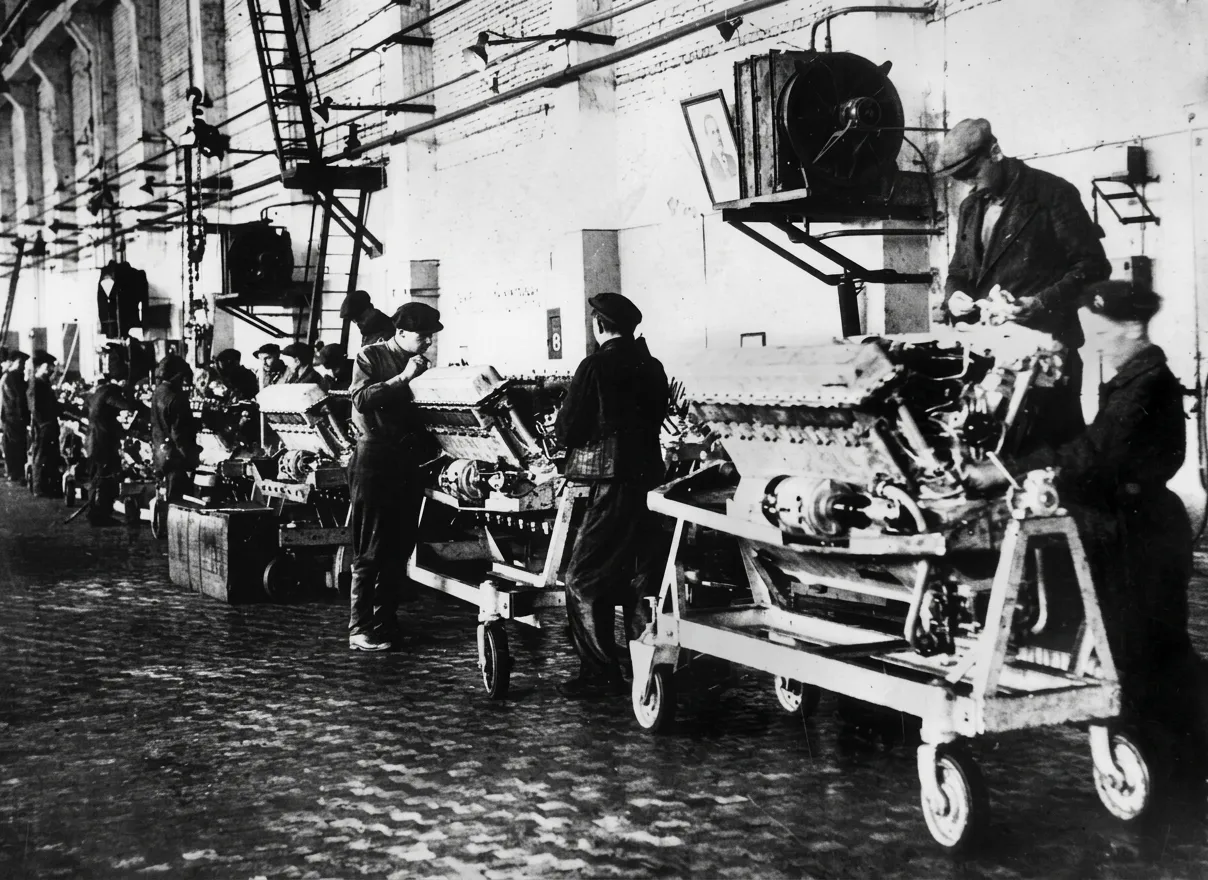
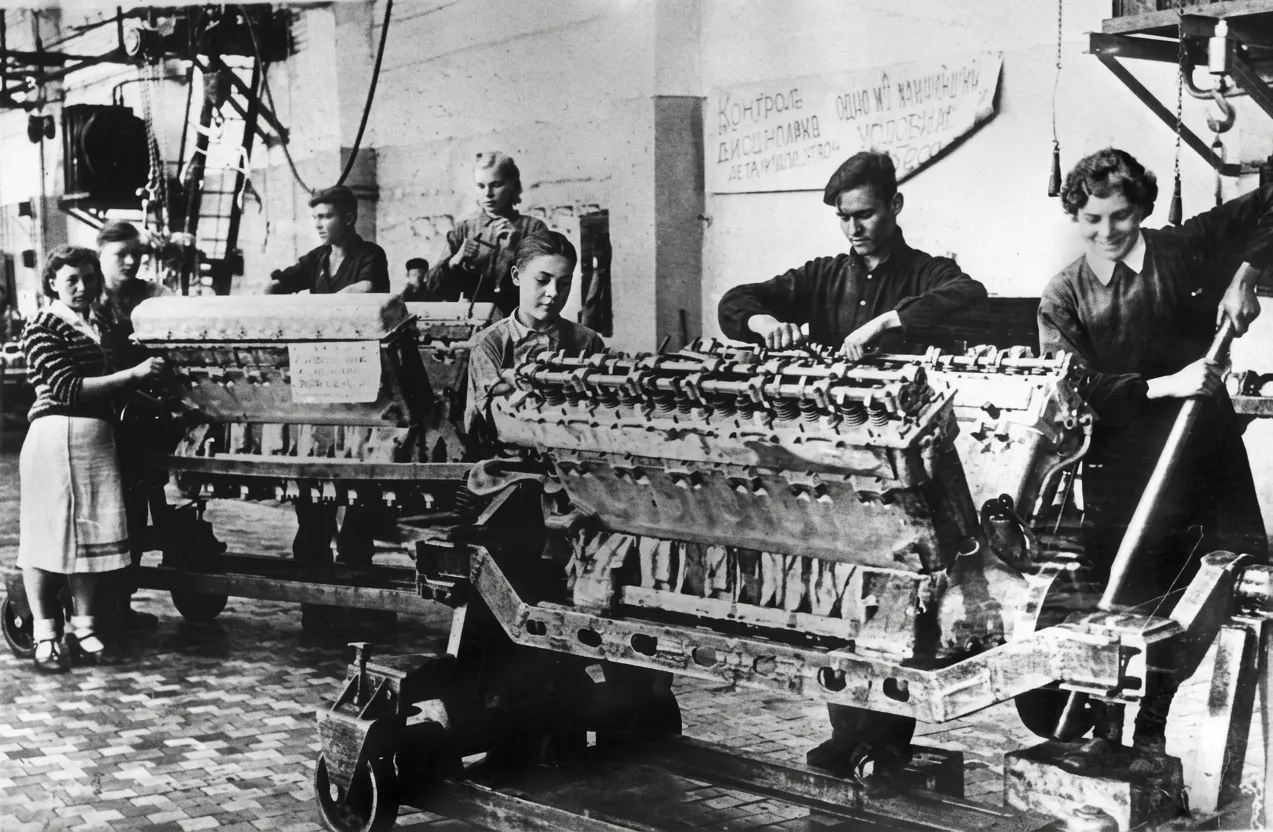
Сборка танковых моторов В-2 на заводе №76 в Сведловске
Прежде всего, высокочастотная закалка коснулась коленчатых валов дизеля В-2 — сердца танков Т-34, КВ и многих других боевых машин. Тем же путём пошли и распределительные валы. Кулачки, постоянно испытывавшие большие контактные нагрузки, требовали особенно прочной поверхности. Высокочастотная закалка позволяла упрочнять именно рабочий слой, не перегревая всю деталь целиком. Аналогичным образом обрабатывались и толкатели клапанов — небольшие, но крайне важные элементы, от надёжности которых зависела работа всего механизма.
Особенно заметный эффект метод дал в производстве шестерён коробки передач. Зубчатые колёса жили в условиях огромных контактных напряжений, и раньше для обеспечения нужной стойкости их подвергали долгой цементации, занимавшей многие часы, а порой и сутки. По тому же принципу упрочнялись валы коробок передач и шлицевые соединения, где износ и деформация могли быстро вывести машину из строя.
Метод закалки Вологдина применяли и к полуосям, и к опорным поверхностям, и к различным соединениям, которые должны были выдерживать многократные переменные нагрузки.
Даже в работе с броневыми элементами высокочастотная закалка нашла своё место. Она не применялась к основным бронелистам, которые продолжали обрабатываться традиционными методами, но использовалась для локального упрочнения заклёпок, креплений, направляющих и иных вспомогательных частей. Там, где требовалась не массивная, а точечная прочность, метод Вологдина оказывался особенно удобным.
Неудивительно, что высокочастотная закалка быстро вышла за пределы отдельных заводов. Её освоили более ста предприятий страны. Она применялась на моторных и танковых заводах Челябинска, Уфы и других промышленных центров, работала на производстве танков Т-34, КВ, ИС, самоходных артиллерийских установок.
Интересно сравнить методы обработки механических узлов и деталей боевой техники советской и германской инженерных школ. У немцев термообработка находилась на исключительно высоком уровне. Она опиралась на культуру точности, на выверенный металлографический контроль, на превосходные легированные стали. В двигателях и трансмиссиях немецких танков широко применялись цементация и азотирование — методы, позволявшие получать очень твёрдый поверхностный слой. Цементация требовала долгого нагрева в углеродсодержащей среде, азотирование — ещё более продолжительной обработки в атмосфере аммиака. Оба процесса давали отличные результаты по твёрдости и износостойкости, но были медленны, дороги и тесно связаны с использованием качественных легированных сталей, в составе которых присутствовали хром, никель, молибден и другие дефицитные элементы.
Эта система была хороша в условиях размеренного производства. Но война предъявляла другие требования. Здесь советский метод Вологдина имел очевидное преимущество. Он уступал лучшим немецким видам термообработки по абсолютной твёрдости, но выигрывал во времени, экономичности, простоте и приспособленности к массовому производству.
После Великой Отечественной войны метод высокочастотной закалки Вологдина продолжал использоваться при производстве советских танков новых поколений. При разработке и производстве среднего танка Т-44, который начал производиться в конце 1940-х годов, и его преемника Т-54, выпускавшегося с 1946 года в больших количествах, применение методов Вологдина было распространено на все детали трансмиссии и двигателя.
Применение метода Вологдина к советским танкам послевоенного периода позволило значительно увеличить надежность и ресурс боевых машин, что способствовало их массовому производству и широкому распространению на вооружении армий многих стран мира.
Информация