Сварка танковой брони: немецкий опыт
Источник: alternathistory.com
Немецкий подход
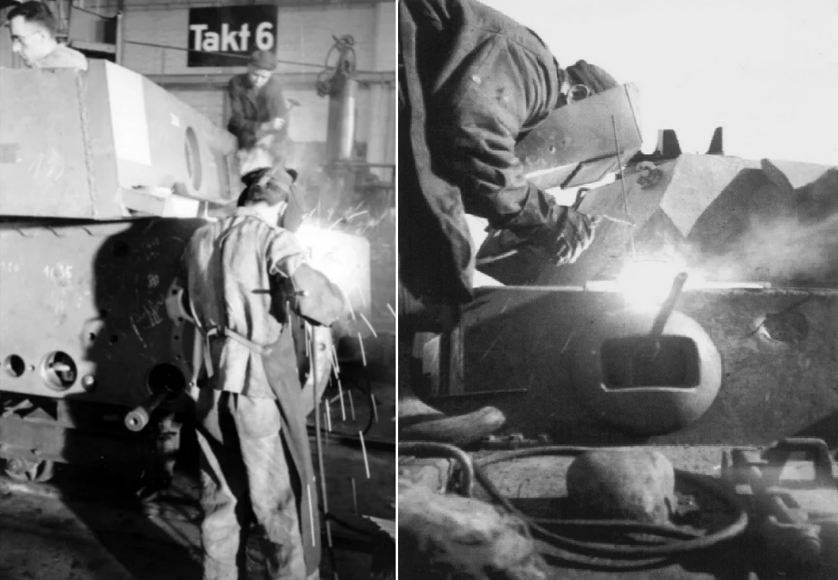
В первой части материала о сварочных технологиях периода Великой Отечественной войны упоминалось, что одним из главных достижений советских технологов и ученых стало внедрение автоматизации сварки танковых корпусов и башен. В фашистской Германии не использовали автоматическую сварку на танковых заводах. Тому было одно очень важное объяснение – в основной период войны танковая промышленность Третьего Рейха не испытывала дефицита в высококвалифицированной рабочей силе, в том числе в сварщиках. А в Советском Союзе при эвакуации крупных предприятий на восток были потеряны ценные для отрасли кадры, что ставило под угрозу не просто качество сборки танков, но и даже саму возможность производства. В Германии же доходило до того, что при сварке корпусов «Пантер» и «Тигров» отдельные сварщики были закреплены за отдельными швами! Об этом пишет в материале «Немецкий опыт резки брони и сварки корпусов танков» инженер В. В. Ардентов в «Вестнике танковой промышленности» в победном 1945 году. Его работа была основана на изучении двух бронекорпусных заводов в Кирхмезере и Бранденбурге. Очевидно, что такую технологическую роскошь в виде отдельных сварщиков для отдельных швов данные заводы могли себе позволить вплоть до последних месяцев войны.

Истребители танков «Ягдтигр» в сборочном цехе завода «Нибелунгенверке». Источник: waralbum.ru
Перед сваркой корпусов проводили резку броневых листов, которую до 1942 года осуществляли механическим способом. Для вырезания бронелистов под соединения «шип в шип» гораздо удобнее было использовать ацетилено-кислородную резку, которую также использовали в аналогичных ситуациях в советском танкопроме. Здесь немцы опережали наших танкостроителей и в экономичности, и в качестве реза. Во многом это стало результатом применения высококачественного инструмента (газорезательных автоматов Мессера и Гризгейма) с возможностью тонкой настройки под толщину бронелиста. Также немцы использовали кислород высокой степени очистки – более 99%. Наконец, в ходе резки брони немцы использовали несколько горелок, в том числе для снятия фасок. Сам процесс газовой резки был автоматизирован – это позволяло и ускорить процесс, и сделать его гораздо точнее.
Источник: "Вестник танковой промышленности"

[center]На этом изображении отлично видно, где в шиповом соединении брони располагались цилиндрические шпонки. Сочленение верхней и нижней лобовых деталей "Мауса". Кубинка. Фото автора

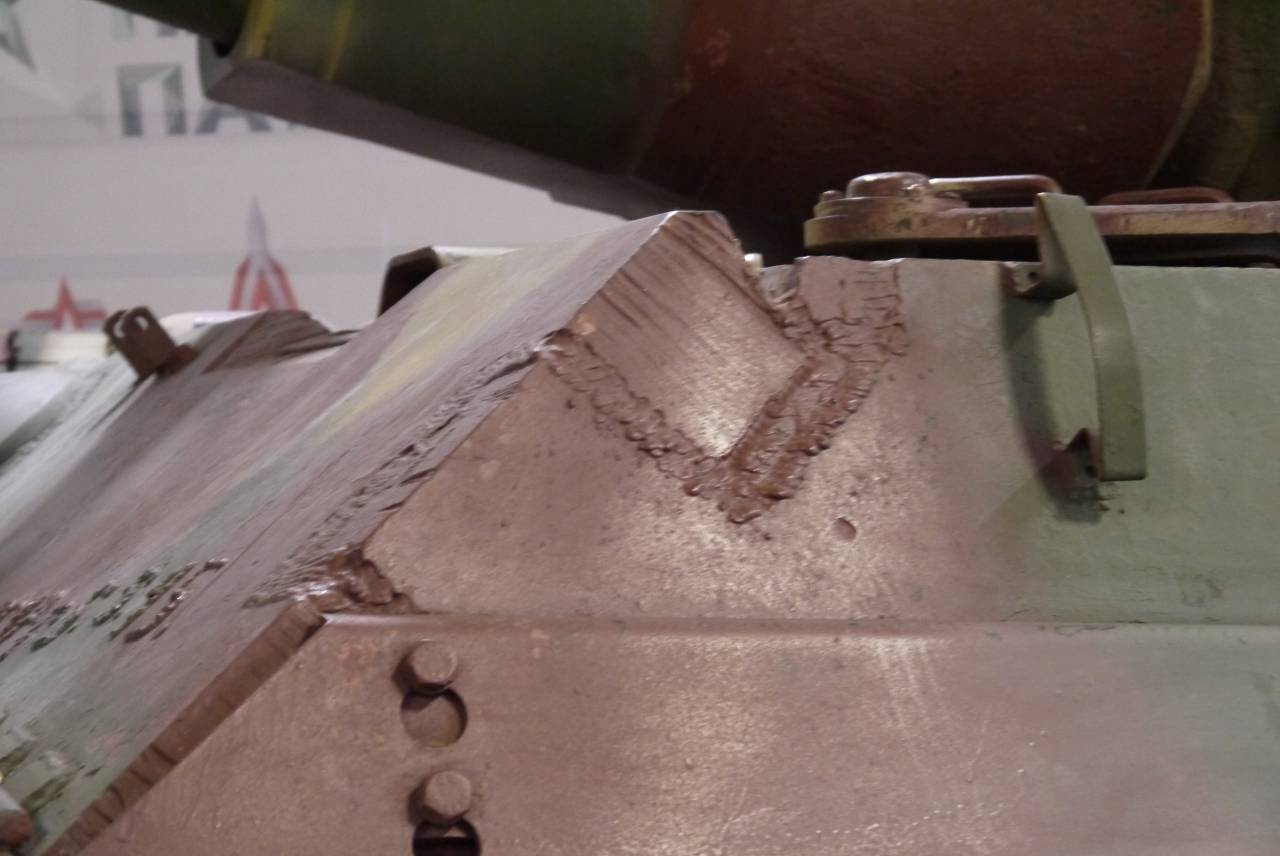

 [/center]
[/center]Образцы сварных соединения в фашистском "зверинце". Фото автора.
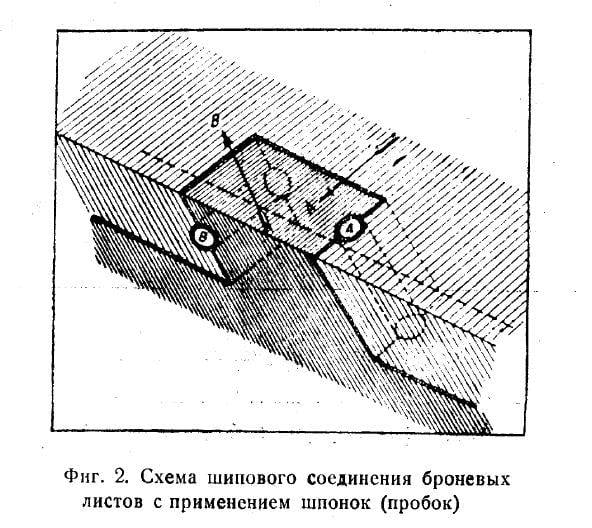
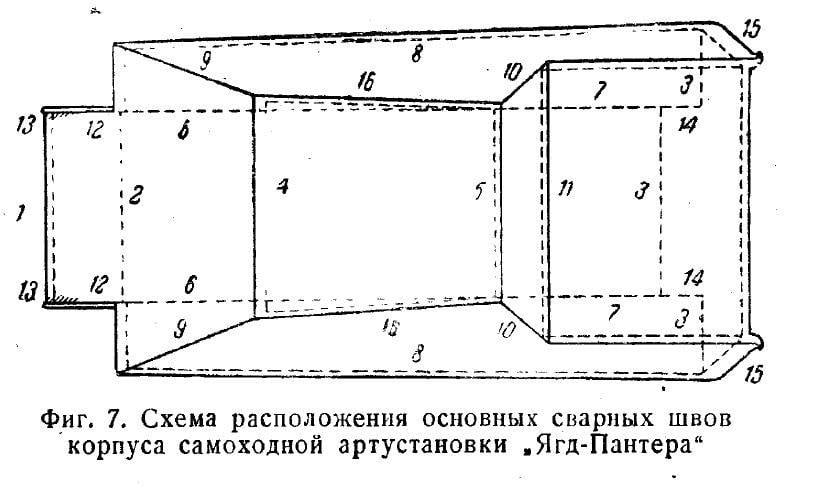
Как известно, одним из отличительных признаков корпусов немецких танков с 1942 года выпуска было шиповое соединение бронеплит с прямоугольным или косым шипом. При этом немцы не ограничивались простым сочленением – дополнительно для прочности в стыки вводились цилиндрические шпонки или пробки. В частности, это было распространено на средних танках «Пантера», самоходках «Фердинанд», башнях тяжелых «Тигров» и немногочисленных корпусах «Маусов». Такие пробки представляли собой стальные валики диаметром до 80 мм, вставляемые в стыки соединяемых листов после сборки под сварку. Пробки размещались в плоскости граней шипа броневых листов – на каждый стык их требовалась пара. Фактически после монтажа шпонок шиповое соединение становилось неразъемным еще до сварки. При этом шпонки монтировались заподлицо с поверхностью с броней и проваривались по периметру основания. Шиповое соединение броневых плит танковых корпусов заметно улучшало баллистическую защиту как сварочных швов, так и брони. Прежде всего это обеспечивалось за счет увеличения общей длины шва, состоящего из отдельных отрезков, что несколько уменьшало распространение трещин.
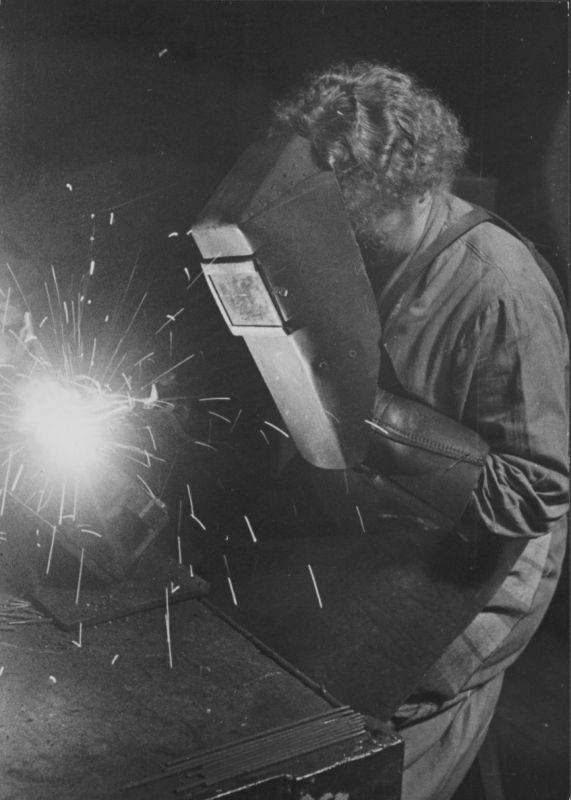
Немецкая сварщица за работой. Источник: waralbum.ru
Одной из проблем при изготовлении корпусов немецких танков было изготовление вырезов и отверстий (например, под упоминаемые выше шпонки стыках брони). Резать их газом было невозможно, поэтому применяли сверление. Первоначально для сталей марок Е-18 и Е-19, прошедших процедуру поверхностной закалки, вообще было невозможно найти подходящее сверло, настолько твердым оказывался наружный слой брони. В случае сверления отверстия до закалки в районе отверстия образовывалась неравномерность закалки с последующей деформацией и радиальным трещинообразованием. Да, и на немецких танках были трещины, причем немалые, и о немецких стараниях их избежать речь пойдет впереди. Частично проблему неравномерной закалки брони в районе отверстий решала специальная огнеупорная паста, которой замазывали отверстия перед отправкой в печь. Но, повторюсь, это решало проблему лишь частично. Только в конце 1944 года в Электротермическом институте в Эссене эта проблема была решена с помощью процедуры местного отпуска закаленной области брони. Агрегат, разработанный немцами, описывает в своей статье лауреат Сталинской премии кандидат технических наук А. А. Шмыков. Материал был опубликован в секретном для своего времени и знакомом нам профильном издании «Вестник танковой промышленности» в конце 1945 года. В послевоенные годы страницы «Вестника» были богаты на подробный разбор инженерных ухищрений немецких инженеров, благо трофейной техники хватало.
Но вернемся к местному отпуску брони в месте сверления отверстий. Основу агрегата представлял из себя графитовый электрод, присоединяемый к месту сверления, через который пропускался электроток силой в 220 ампер и напряжением в 380 вольт. В результате броня нагревалась до температуры отпуска. В зависимости от толщины брони и диаметра отверстия на это уходило от 7 до 15 минут. После процедуры отпуска твердость брони уменьшалась в 2-2,5 раза. Примечательно, что в отечественной промышленности (в том числе и танковой) также использовали отпуск стали нагревом током – «ноу-хау» немцев было только в применении графитового электрода.
Немцы и электроды
Отпуск немцы применяли и при сваривании листов своей высокотвердой брони с содержанием углерода в диапазоне 0,40-0,48%. Об этом стало известно специалистам ЦНИИ-48 (Броневой институт) еще во время войны, когда инженеры-металловеды искали рецепты снижения трещинообразования в броне Т-34. Как оказалось, бронелисты немцы отпускали при температурах 500-600 градусов (высокий отпуск), а затем сваривали в несколько проходов предварительно прогретую до 150-200 градусов броню. Сварщики не использовали электроды диаметром больше 5 мм – сложно в это поверить, учитывая толщину брони немецких танков. Электроды диаметром 4 мм работали при силе тока в 120-140 ампер, диаметром 5-6 мм – 140-160 ампер. Такая технология позволяла не разогревать избыточно область сварного шва. Значит, получалась меньшая зона закалки и отпуска. Кроме этого, после сварки шов очень медленно охлаждался – все это в итоге позволяло немцам более или менее успешно бороться с трещинами в местах сварных соединений. Кроме этого, электроды преимущественно использовались аустенитные, что обусловливало большую пластичность шва и длительный переход его в хрупкое мартенситное состояние. Инженеры ЦНИИ-48 очень внимательно изучили особенности технологического цикла сваривания танковой брони, что позволило успешно перенести эти приемы на производственный цикл Т-34. Естественно, столь кропотливого многослойного наложения сварочных швов по всему танковому корпусу никто в танкопроме позволить себе не мог, немецкое «ноу-хау» использовалось только в самых ответственных швах, подверженных трещинообразованию.

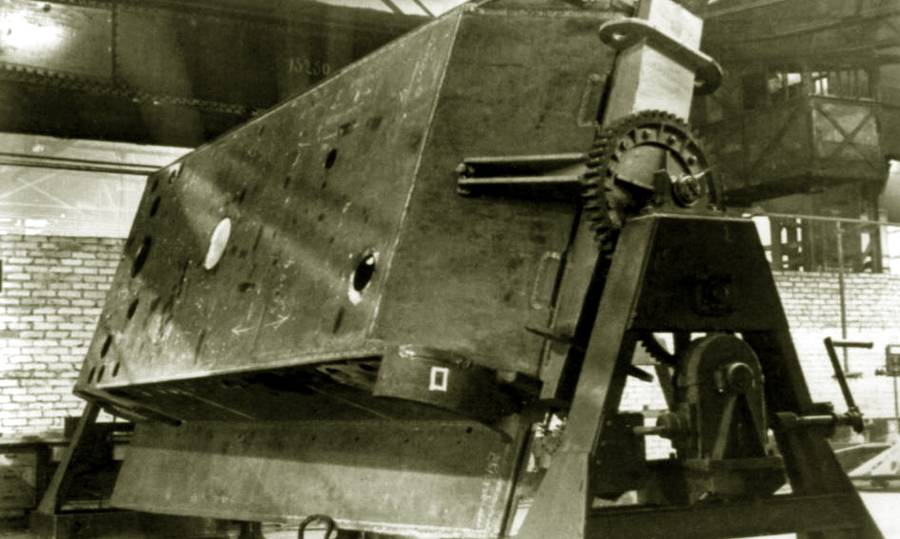
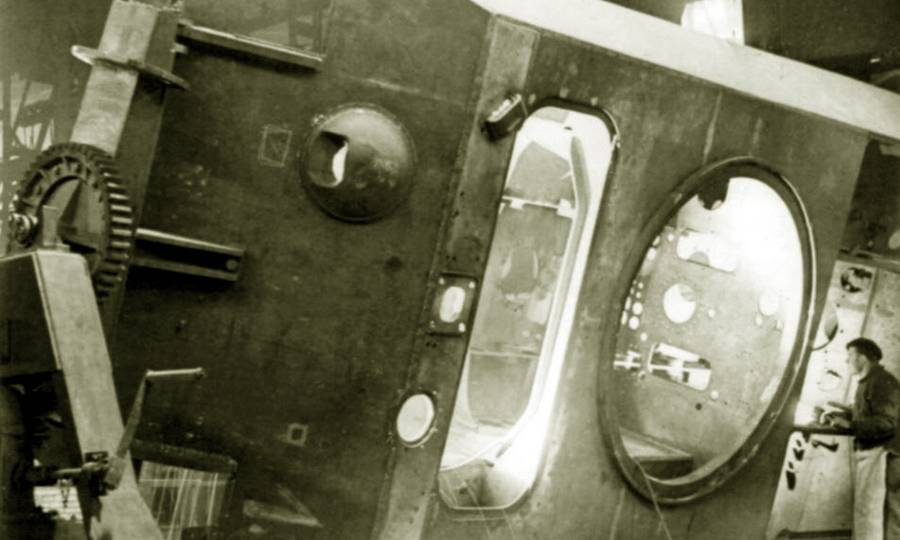
Сварка танковых корпусов на кантователях. Источник: warspot.ru
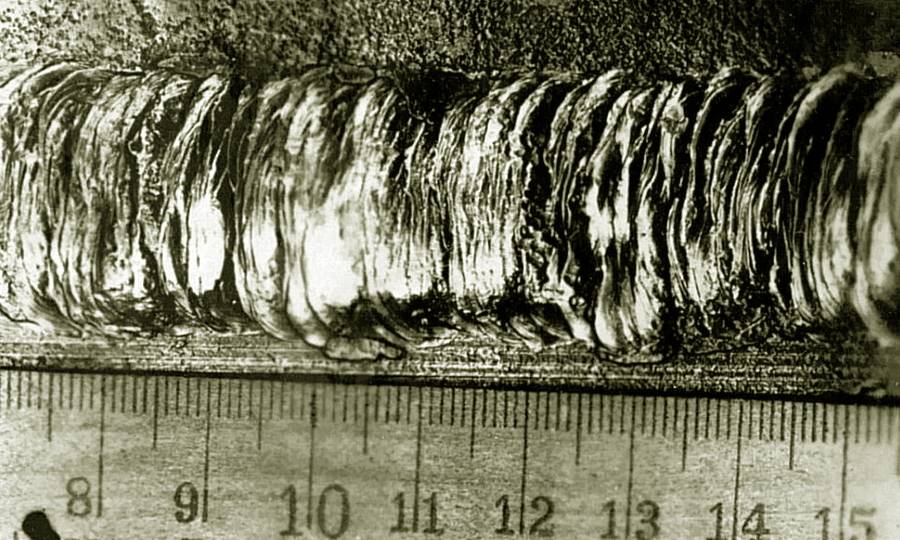
Образец немецкого сварного шва. Источник: warspot.ru
Источник: "Вестник танковой промышленности"
Сварку танковых корпусов немцы проводили в достаточно комфортных условиях на огромных кантователях без предварительных прихваток (хотя в некоторых случаях все-таки проходили 5-мм электродом по всей длине соединения). Кантователь представлял собой конструкцию, на которой, как на вертеле, вращалась вокруг продольной оси туша немецкого танка. Привод был либо ручной, либо электрический. Зазоры между деталями собранного на кантователе корпуса за счет высокой точности резки не превышали (по крайней мере, в основной период войны) 3-4 мм. В ином случае использовали стальные технологические прокладки. Длинные швы разбивались сварщиками на несколько мелких и сваривались одновременно в одном направлении. Замыкающие швы сваривались также двумя сварщиками синхронно навстречу друг другу. Это обеспечивало минимальное закалочное напряжение стали и наиболее равномерное их распределение. По одной из легенд, озвученной Александром Волгиным в материале «Каркас для немецкого зверинца», оплата труда сварщиков на некоторых предприятиях Третьего рейха была сдельной — за массу наплавляемого на танк металла.
Сборка ходовой части танка Pz.Kpfw. VI «Тигр» на одном из заводов Германии. Источник: waralbum.ru
О каких-то особых правилах контроля сварочных швов в немецком танкопроме говорить не приходится – не было ни рентгена, ни магнитной дефектоскопии, ни примитивной засверловки. А трещины в швах были! Если длиной до 100 мм, то их вышлифовывали и заваривали, а если больше, то выплавляли электрической дугой и также заваривали. Также поступали и с обнаруженными визуально трещинами в основной броне. Кстати, немцам со временем долю трещин в сварочных швах удалось снизить с 30-40% до 10-20% за счет новых составов электродов. Также применяли чередование проходов в многослойных швах аустенитными и ферритовыми электродами.
Продолжение следует…
Информация